ժҪ
��n�}
��������ˌ���W�������a�ĸ����A�Σ��Ĺ�WԪ�����OӋ�����Cе�ͼ��g���a�A�Σ��ٵ�����ɱ���Ӌ�㣬��һ����һ��߉���Y��������˼�롣�@���뷨��������������������Կ��������^�̣���ʡ�r�g���A�㣬���OӋ�A�ξ͛Q������m�����a�������@Щ��Ϣ����ǿ��^�ģ��c���a�ľ��w��ͺ͔������P�����������ڳ�ʼ�OӋ�A���M����C�Ϳ��ơ�
������ԓ����������“��耳�”�Ļ��A�ϽY�Ϲ�W�O�䄓���������A�Σ������O���W�����ķ����Ϳ�ҕ���x헣����]���Cе�ͼ��g���棬�Լ������a��Ӌ��“�Ŀ-�aƷ”�ɱ���������������h��������֪�����OӋ��WԪ���r���e�nj��ڽӽ��ֱ�������O�ĈD���|�����C���ЎN�ɹ��x����·��Q�������H����������о��в�ͬ�����Ĺ�WԪ�����R���x����з�������R�����OӋ�A�Σ��x�������y�ġ����@�N��r�£��Q���ǿ��]���R�^�����a��ˇ�^�̡�
��Ҫ�ĽY�����M��������R��W�������x����W�����������OӋ׃�w����WԪ�������칫������a����֪�r���Ϳ����������A�Ό���W����������������M���u�����_���˽o�������ĸ��N��W�����Ĺ�WԪ��������ɱ����M���˂��x�·��Q�������о������磬�H����������о��в�ͬ������WԪ�����R׃�w����ʹ�÷����档���OӋ�A�Σ����_���x�������y�ġ��ڱ��ĵİ����У����]���R���a�Ĺ�ˇ���̣��_�l�˽�Q��������ˣ�һ�N����PanDao����ܛ�����߱������ڹ�Wϵ�y�������OӋ�A�Σ�������a�ԡ���������켼�g���A�ڵ����a�ɱ��ṩ���A�[�������f��PanDaoܛ����ʹ�ã��҂��_�l�˃ɷNᘿ��R���������c�c�R��һ�µ�ǰ��ݔ��ͫ���M���˱��^����һ�R�����������WԪ���M�ɣ��ڶ��R���Ă��������WԪ���M�ɡ�
���H�����P�ԣ��f�����ڹ�W�OӋ�A�Ό��Rϵ�y�M�п������Է����Ŀ����ԣ����ڽo���a���ėl���´_���˹�W�����������ѹ�ˇ������N��WԪ���������^���M�н�ģ�������x������a朣����u�����졢�b����O��yԇ������ͳɱ�����һ�����c���������OӋ�A��Ӌ���O��ɱ����@��������ijЩ��r�������W�������Еr�������Ա���ԭ���OӋ�A�Ρ��@�N����������PanDaoܛ���Ќ��F���F�ڿɹ��V�����о��ˆTʹ�á�
�P�I�~
��W�OӋ����W���졢�˹����ܡ���W���g���R�����������ɱ�������ɱ�����
��B
Ӌ��C���g�ڿƌW�����a������ĸ����I��ռ��Խ��Խ��Ŀ��g���B����ǰ�y��������I������һ�������������һ�����W���Ŀ���漰��Wϵ�y�OӋ����WԪ���������^�̼������a�ɱ���
��W�OӋ�������c�x�������c�x���WԪ���Ĕ�����λ�á�Ȼ���OӋ�����Ƽ��gҎ��͈D���|����
��W�������OӋ���͵�չʾ�ˎN���g��Q����[1]�Ĵ��ڣ�����֮�g�ą^�e�������@�����磬ͨ�^�_��������a机ͱ��^���׃�w�����a�ɱ��������x����ѮaƷ��
��������_�l��PanDaoܛ�����߳ɹ��ؽ�Q���@Щ���}��������֮��PanDao��һ���ɹ�W�OӋ�ˆT�����ķ�����W���ֺ����ܛ����Ȼ�����x���g��������M�������]���������x���g�����a�ɱ��M����Ӌ�㡣
��Ŀǰ��ֹ���F�е�ܛ������һֱ�ڷքe��Q��W�͙Cе�OӋ���}�������������a�ļ��g朡���ˣ�SYNOPSYS, OSD, CODEV�� OPTICS STUDIO��ܛ��������Ñ��ṩ�ˌ��F�⾀ۙ��������WԪ���;��ƹ�WԪ��������x���@Щ���������a���g��δ�Y���^�ġ��ڹ�W�OӋ��֮����һλ����ʹ�ò�ͬ��ܛ������MOLDEX 3D��չʾ���RƬ���g机����Ϲ�W�����a�^�̣��H����ע����͡�ͨ�����@Щ���̎�֮�g�]��ϵ�����ҽ����ì�ܡ��@һ���p���˹�W���������a�^�̣�����������ɱ���
�ڹ�Wϵ�y�������^���У��S���漰������ͬ�Č��w��
1) �������Wϵ�y�OӋ�ˆT�����܅����D�Q���Wϵ�y��������ʹ�õIJ�����ͣ��R���Π�����Π�ȣ��ֲڶȺ����l�`���Լ����õ�Ϳ����ͣ�
2) �S��W�����OӋ�ˆT����Wϵ�y�����D���龫���OӋ�����a朣�ʹ�þ��Ѓ��������셢�����ęCе������ʹ�õ�ĥ��[2]���ӹ��\�ӌW�������l�ʻ��õĞR���ʣ�
3) ������a�����ˆT�����Ѳ���Ĺ�W�������a朣�ͨ�^���Ã�������Ҏģ����ˮƽ�Ԅӻ��l����Ӗ�����صIJ����ˆT����ɹ�Wϵ�y�����졣
һ����f���ǹ�W�OӋ���c�͑���“��Wϵ�y”�aƷ�M��Մ�У�����Ҏ�r���Լ����P�aƷ���죬Ϳ�ӣ����b�ͽ����Ć��}��
�mȻ��Wϵ�y�OӋ�ˆT�кܺõ�ܛ������֧�ց��OӋ��Ĺ�WԪ������Ŀǰ߀�]���@�ӵĹ��߁��OӋ���a������������朡���W������ԣ���W�OӋ���ěQ���H�������������c��˾���̹�W܇�gՄ�еĂ��˽�ԭ���ǹ�W���켼�g�����ǹ�W�OӋ����Ӗ��һ���֣�����όW���C��Ӌ���W���Cе���̡�ĥ�ϼӹ��������^�̅������ơ����W���̵ȡ�
�����͆��}�f��
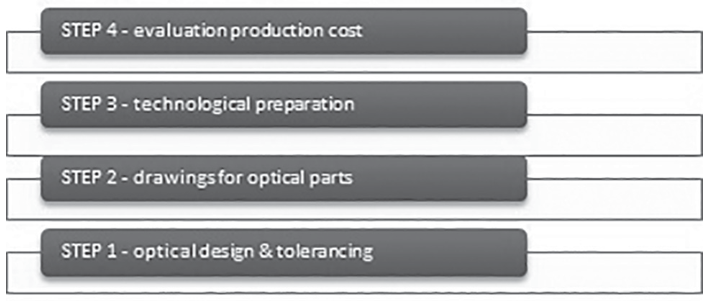
�κι�W���������a�^�̶����ஔ���s�ģ������ׂ���Ҫ�IJ��E�����������еIJ��E���ѽ���Ӌ��C���ɡ��D1�@ʾ�˹�W�������a��һ��������Ĺ�W�OӋ�ˆT������Wϵ�y�ļ��gҪ��Ӌ�㹫������в��E����W��������“���ڿ���”������������⚤�������Cе�������@Щ��������һ���ˣ��L�D�T���ڵڶ����Ќ�ʩ������������һ������С�M�ʂ似�g���̡������܇�g��������һ����W���������^�yԇ��ԓ�����ѽ��ʂ�;w�������@Щ���E���y���Ƿ��_�ġ��ڬF�е�ܛ������֮�g����ϵ����ʹ��������㷨�����Nܛ�����߽yһ�������@�ƺ��ǺϺ�߉�ġ�������ӑՓ��PanDao������һ�����ߣ�ԓ�������Ȍ���W�OӋ�����ã�����ͨ�^���²��E����Ӌ�S�����飬���磺��Wϵ�y�ď��s�ԣ��L�D����������z�飬�_�����N׃�w�Ľ������a�ɱ������磬�D1�еĵ�һ�����m���㷨���M�����ஔ���Ӌ��C�o���OӋ����Ҫ�������K�汾���x���^���h�����_�����ˆ��}�c�S��IJ��E2-4�Y��������Q�ƺ��dz�����������Ȼ������ÿ���x헵Ĺ�Ӌ�ɱ����x���׃�������ˡ�
�D1.��W�������a��һ�����
��ˣ����������E�У������x���OӋ�������磺��WԪ�����OӋ����W�·�͙CеԪ�����OӋ�������a�ʂ��^�̣���W�͙Cе������������O��Č��H���a�ͽM�b�������Ҫ��ُ�I�����N��W�OӋ׃�w�����a�ɱ����㣩���D1��ʾ�IJ��E��ɴֵijɱ�ݔ�롣
��Ŀǰ��ֹ��ܛ���ѽ��lչ���OӋ��ʩ���A�Σ������g�����a���e��ُ�I����߀�]�О��������㷨���ó�ֵĜʂ䡣
����һ�M�ƌW�ҵ��о�[1, 3–5]���@�����}����Q����һ������ϵ�y���ṩ֪�R�yһ�Ĺ�W�������_�l������ϵ�y�����@һ���s�����I���_���˹����ܷ����ĵ�һ�����@��о���Ŀ������Ӌ��C“���”�����H������OӋ�R����������������R���@��һ헷dz��D��Ĺ������������������W���I�Ĺ�W���ҡ��������PanDaoܛ���Ŀ�У��ѽ��_�l���@�ӵĹ��ߣ��܉����OӋ�A���A�y�����a�ԣ���������켼�g���A�ڵ����a�ɱ���
PanDao����
���ڔ�ʮ��ČW�g���I�����M������ͽ��_�l��һ����ܛ������һ�ӵČ���ϵ�y��
PanDao���ڶ����������Լ��OӋ�����Cе��늚�ͻ��W���̎��Լ���W���켼�g���ҵĹ�W����֪�R��������ͬŬ���a�����P���쌦��WԪ���Π��Ӱ푵���Ϣ�����W�OӋ���������OӋ�A������x�������ṩݔ�딵����
PanDao�����ڹ�W�������OӋ�����a�͜yԇ�I��Uչ����ϢԴ��֪�R�졣�@�ӣ���W�OӋ���Ϳ��Ԝyԇ�������Ŀ�Ŀ����a�ԣ����ҳ����a����Ļ�����W���켼�g�����⣬��W�OӋ����������ɱ�Ӱ푷����ǿ��ܵģ��OӋ�������ԃ�������С������ɱ�����ˣ�PanDao��������������朣�������W�OӋ�^���е�����ɱ����Ĥ�ɱ����yԇ�ɱ��Ͷ��ijɱ�����ˣ�PanDao������һ�N������㷨��ݔ���R�^���������������Ĺ���Ӌ�㹤ˇ�������������������������������a���_���r��
PanDao�㷨��������������δ���_�Č��м��g�����҂������һ����W�OӋ�����������҂�����PanDao�M�Ѓ�����������ѹ�W�OӋ�ěQ�߹��ߡ������棬�҂��o�������ʹ��PanDao�����ӡ�
PanDao���Ñ��Ѻõ�ܛ�������ȣ��҂����d��Ϣ�ļ�����YouTube���d�̳̣�ϵPanDao����T��ע�ԣ��@���L�������_ʼ������
���_ʼPanDao֮ǰ���҂���Ҫ��Ӌ�����a�Ĺ�Wϵ�y�ʂ��W���֣��������Ѕ�����Ҏ�����҂���OSDOPTICS�� SYNOPSYS�� ZEMAXܛ��������һЩ���ڹ�W�OӋ��ܛ�����ó����еõ��@Щ��Ϣ��������W�OӋʹ�õ�ܛ����ͣ���/����Ҫ�����Ϣݔ��PanDao.com�����a������Ǐ����Ե�Ͷ�롣
ͨ�^�cPanDao�Č�Ԓ���҂��@�������й�WԪ���Ĺ�W�D�������a���g朵Ĉ�档���⣬߀�������M�á�
�V��ᘿ��R���OӋ�c����
�҂�ӑՓһ���֙C���Cᘿ��R�^�����죬��������F��������lչ��ᘿ��R��һ�N��������R����������ͫ�ߴ�С�������ڰ����I��ԓ�R�^���ж�N��W��Q�������m�ϏV���ļ��gҎ��
�����B�ɷN��Wϵ�y�Ĺ�W�OӋ��������ͬ��Ŀ�ģ������������a��10,000���R�������������Ŀ����a�ԡ���ѹ�W���칤ˇ������ɱ�����һ��ϵ�y�����������R�M�ɣ���D2�е���1��ʾ���ڶ���ϵ�y���Ă�ȫ�������R�M�ɣ���D2�е���2��ʾ���D5����ϵ�yҎ�����1��ʾ���ɂ�ʾ����Ҏ����ͬ����ˣ�������ͬ�ļ��gҪ���҂��Ѓɂ�׃�w��
���c:
ע�����о��Գߴ磬�磺���ࡢ���S���c����ࡢ��Ԫ�L�ȡ���˹��߶ȡ�߅���侀�߶ȡ����侀�߶ȡ��M����ͫ�װ�����M����ͫ��λ�þ��Ժ��מ��λ�o����
���L(WAVL)��
�dzߴ����侀���ԽǞ��λ��
F/NUMBER�]�оS�ȣ�������ǽ�����R�^ֱ���ɂ�����ֵ�ı�ֵ��
��1ȫ����ᘿ��R
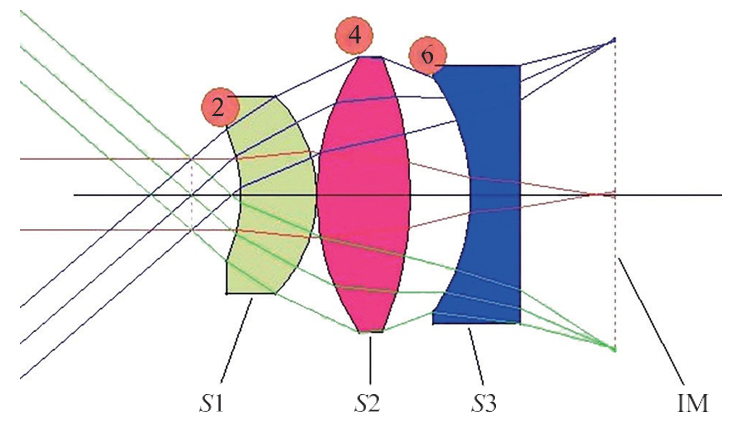
ȫ����ᘿ�ϵ�y�Ĺ�W������D2��ʾ�������҂��������ģ��R���������x�Ĺ�WԪ���M�ɣ��ɂ����R��һ��ؓ�R������֮�g���@��һ�N���M�����R�^��������Ȧ���R�^ǰֹͣ������ܛ�����R�^�M�����OӋ�̓������@�N�R�|���ܵ����ϵ����ƣ��@���ԏı�5�е��{�Ƃ��f������MTF���Ĕ����еõ��C����
�D2.ᘿ����R���������������RS1��S2��S3���R����IM��ƽ�����γ���
��1.�ɂ��OӋʾ����ϵ�yҎ��
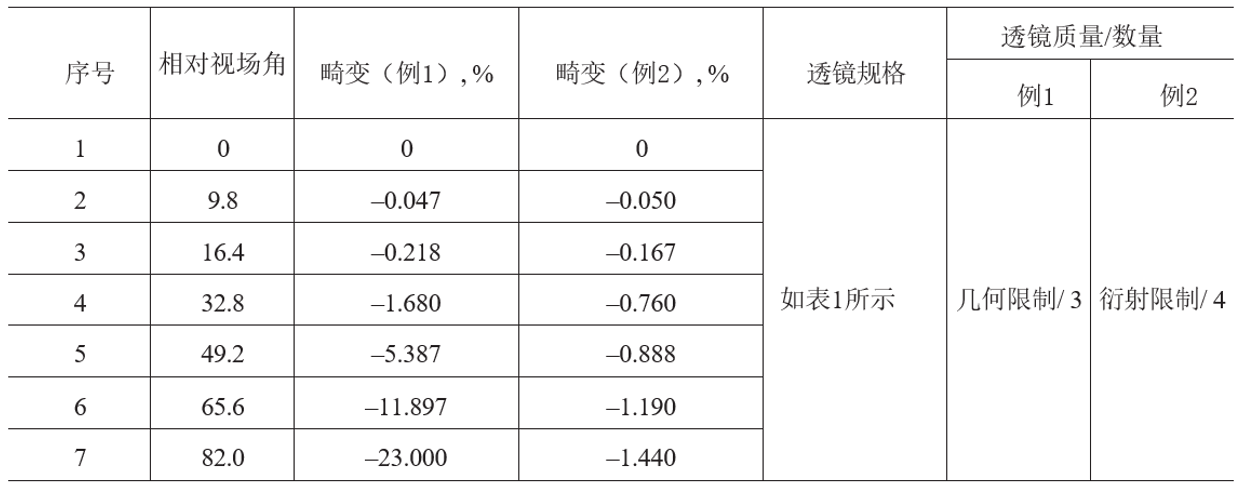
��2.��1����2���xҎ������ֵ
���@�N��͵Ĺ�Wϵ�y�У��D��Ĵ�С�ͽY���ܵ����������ơ��ڹ�Wϵ�y��OS��ǰ�й�Ȧ��ᘿ��R�У���׃���]�еõ�У���������@�N��͵��R�^���������P�I�����֮һ����������ͷ������R��ᘿ�׃ֵ���2��ʾ��
��������ᘿ����R���D2���ɰ��°�S1�M�ɣ�������2��3�M�ɣ��ɱ���4��5�γ��p�RS2���ɱ���6��7�γ�ؓ��ƽ���RS3���D2�Л]���@ʾ����3��5��7�Ĕ����������RS1���Sɫ����������������n = 1.800����ؐϵ��v = 46.63�IJ���ģ�͡��RƬS2��n = 1.63323, v = 61.65�Ĺڲ��Ƴɣ��ɫ��tɫ���RƬS3��n = 1.800, v = 25.05���ػ�ʯ�����Ƴɣ��ɫ���{ɫ��
�����˜ʣ��RS2�ĈD����D3��ʾ��
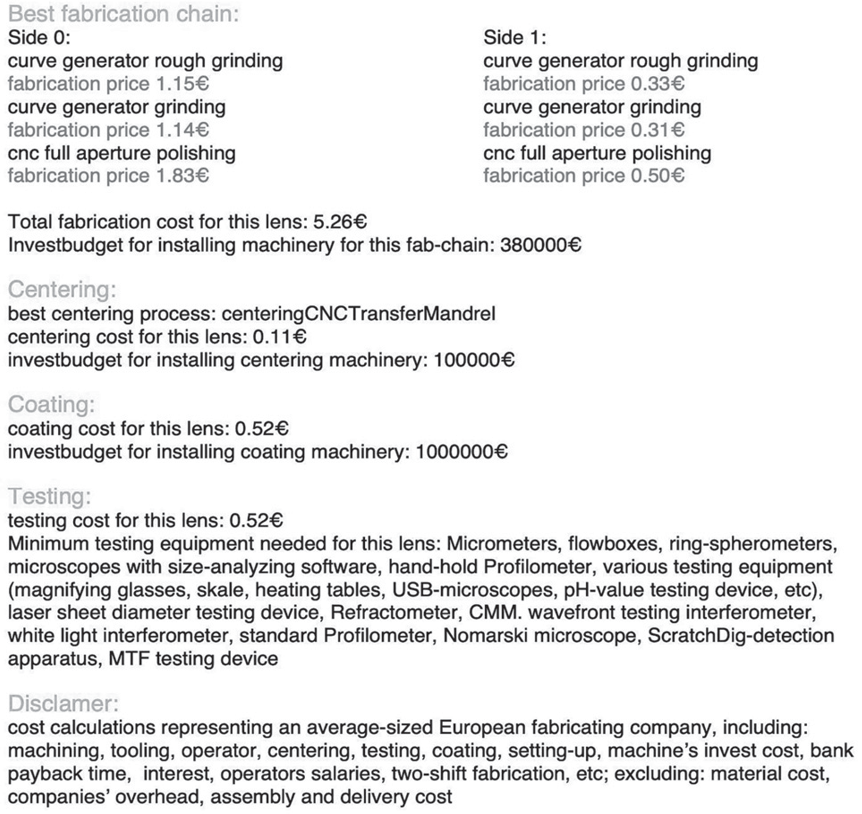
ʹ��PanDaoܛ�����ߌ������R�^�M���˷�����������ISO 10110�˜��M���˳ʬF���҂����p�RS2�������D3����PanDao�_����һ�������Ƴ�朣��D4����
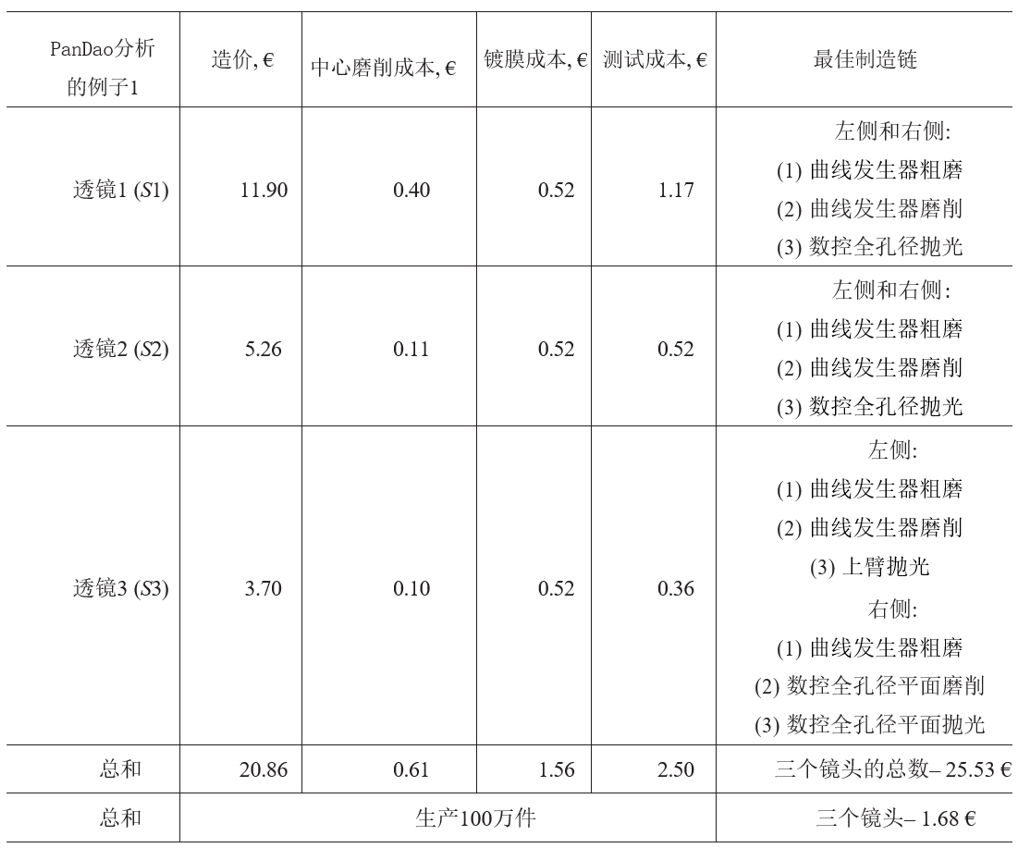
���������l����CNC[6]��Ӌ��C���أ�ĥ��������ȫ��CNC���ⲽ�E�������a���������朡����⣬߀�г�������ԓ�RƬ����Č��Üyԇ�O�䡣ÿ���R�^�Ŀ�����ɱ��s��6.4�WԪ������5.26�WԪ������ɱ�������0.52�WԪ���Ĥ�ɱ�������0.52�WԪ�Ĝyԇ�ɱ�������0.11�WԪ��������ĥ�ɱ������]��һ���е�Ҏģ���КW��˾����������˾�g�ӳɱ��Ͳ��ϳɱ������������g朵ijɱ�ȡ�Q�����������ڵć��ҡ����҂��������У��҂�ʹ����ʿ�����̵�ƽ���r��
�D3.��1���R��S2����W�D
�D4.PanDao������S2�R���D3����ÿ���R������ɱ���5.26€������Įa����10,000���R�^
��������ᘿ����R��PanDao�a�ܷ������Y��D4�ͱ�3��ʾ��
CNC�LjD4[6]��Computer Numerical Control�Ŀs����CCP��Computer Controlled Polishing�Ŀs��[7-9]����1��PanDao�������3��ʾ������Ӌ��������ɱ���ĥ���ɱ����Ĥ�ɱ����z�y�ɱ����R�^�OӋ�Ͳ��ϳɱ��������ڃȡ�
��2.ȫ������ᘿ��R
���з�����ᘿ��R�^���D5���c���������R�^������ͬ�đ��ã������������a��ʹ�ã����磬�����Ƅ����C[10]���R�^�������@�N��r�£�����횾����������|��������҂����^�@Щ�R�^�Ĺ�W��������1�����������κ������ˣ�����һ�����ò������@�����з�����ᘿ��R��PanDao����Ҋ��4��
�҂��z��һ�D���|��������MTFӋ����Y�����5��ʾ���@���R�^������O�ގ����w������ҕҰ����82�Ƕȡ��҂����^X-Y�е�����MTF���ֶ����@ʾ��MTF��ֵ���@Щֵ����ȡ��������R�������R�и���ă����������@���Ǟ�ʲô�п��ܼm���~������-��׃�����@�ɂ������У������ą����ǰ돽������Լ����з������OӋ�еķ�����ϵ���͈A�F���������҂��������У��RƬ�IJ��|�����h���郞���������҂�ֻ���x����m���RƬ�����M�и��Q����Ҫע����ǣ����еķ������OӋͨ������Ҫȫ��ʹ�����ϲ���[11]�����҂����O�x���������Ŀǰ���ϲ��ϲ��������˵�����Ŀ��С��@��һ���ش��ȱ�c�����ꌢ�õ���Q���҂���Schott����Ŀ�1�����x�IJ����ǣ�BK1��F2�������������ʽӽ����ϲ��ϡ�
��3.PanDao������������ᘿ����R
��4.PanDao�������з�����ᘿ��R
��5.�������棨**�������з������OӋ��*���ľ��eMTF
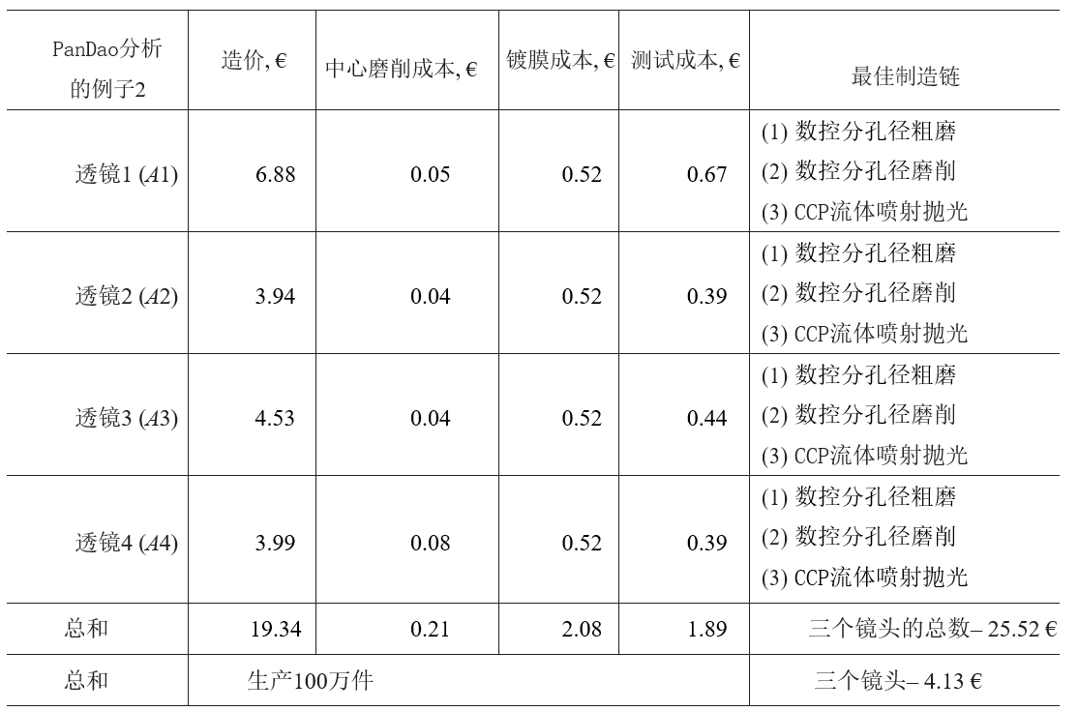
�F���҂�Ӌ��ͬ�Ӕ��������a�ɱ���10000���RƬ��PanDao�����˷�����ᘿ��R���R����ֲڶ�Ҫ���1 nm RMS����������[12]�����a�^�̡�
��D5��ʾ�����з�����ᘿ����R�Į��D����1��2�昋�ɵ��p�R��A1����3��4�昋�ɵ�ؓ���°��R��A2����5��6�昋�ɵ��p�R��A3����7��8�昋�ɵ��p���R��A4���M�ɡ��D5δ�@ʾ����2��4��6��8��10�Ĕ�Ŀ���⾀�����ұ�ۙ�����ڱ����Ϯa��һ���D�Q��IM��PPP��һ��ƽ��ƽ�а壬���occd���������ܓp�ġ�PPPԪ���ą������҂��OӋ�R�r��횿��]�ģ����ϵ�y���������ģ�ÿ����WԪ����ݔ�붼�DZز����ٵġ�
�D5.A1��A2��A3��A4���RƬ��ƽ��ƽ�а�ȫ�������OӋ��PPP��
�D5���RA1��A3��PPP�ʷۼtɫ������Schott����Ŀ�1�еĹ�BK1���RƬA2�� A4���{ɫ������������ʯ����F2Ҳ��Ф�ز���Ŀ䛡�
�����f����WԪ���Π�ď��s�ԣ���ע�ⷽ��(1)���������˶��κ̓缉����������Π���@�������У��҂������ą�����У����׃�����@���R�^�У��������D�����ֵС��1.5%����ˣ�ԓ�R�^�����ڜy���͜yԇ���á�
 ��1��
ʽ�У�z—�����氼�ݣ�K -���γ�����C——�������ʣ�G3 -���������ĵ�һ������ϵ����G6 -���������ĵڶ����������ˣ�R -�������ˡ�
���������飺�ɂ������еİ돽������Լ����з������OӋ�еķ�����ϵ���͈A�F���������҂��������У��RƬ�IJ��|�����h���郞���������҂�ֻ���x����m���RƬ�����M�и��Q����Ҫע����ǣ����з������OӋͨ������Ҫʹ���������ϲ��ϣ����҂����O�x���������Ŀǰ���ϲ��ϲ�������PanDao����Ŀ��С��҂���Schott����Ŀ������x�IJ����ǣ�BK1��F2�������������ʽӽ����ϲ��ϡ�
�YՓ
��������һ�N�µĹ�W�OӋ����PanDao�����ڸ�����W�OӋ���������OӋ��ӹ�朡�ͨ�^����ԓܛ�����ߣ��ڹ�Wϵ�y���OӋ�A�ξͿ��Ԍ�����ɱ�������͡�
�ɷNᘿ��R�Ĺ�W�OӋ�ѽ���������ڹ�Wϵ�y���ܷ����M���˱��^���C���˷��������R���и��õ����ܣ��������������R�����ˣ����磬�������a10000���R��
��һ���棬������a�����_�������f��PanDao�_�����ܲ���ģ����PGM[13]�������m��ԓ���õ����켼�g��ּ�ڌ�����ϵ�y�ijɱ����͵�6%��������ϵ�y�ijɱ����͵�17%��
�����ܵĽǶȁ�����������ϵ�y���ǿ�ȡ�ġ�Ȼ��������҂�������ɱ����]�ڃȣ��t���Դ_���ɷN��ͬ���ƶȡ��mȻ�����^С�Ĕ���������10,000������������ϵ�y������ϵ�y���߳ɱ�Ч�棬�����ڴ��������죨����1,000,000��������r�l����׃������������ϵ�y�ȷ�����ϵ�y���ˡ�
�����īI
1. Hou Z., Livshits I.L., Bociort F. One-dimensional searches for finding new lens design solutions efficiently. Applied Optics, 2016, vol. 55, no. 36, pp. 10449–10456. doi: 10.1364/AO.55.010449
2. Yan J., Tamaki J., Syoji K., Kuriyagawa T. Single-point diamond turning of CaF2 for nanometric surface. International Journal of Advanced Manufacturing Technology, 2004, vol. 24, no. 9-10,
pp. 640–646. doi: 10.1007/s00170-003-1747-2
3. Franz T., Hänsel T. Ion beam figuring (IBF) solutions for the correction of surface errors of small high performance optics. Proc. Optical Fabrication and Testing (OFT 2008), 2008, pp. OThC7. doi: 10.1364/oft.2008.othc7
4. Fähnle O.W., van Brug H., Frankena H.J. Fluid jet polishing of optical surfaces. Applied Optics, 1998, vol. 37, no. 28, pp. 6771–6773. doi: 10.1364/AO.37.006771
5. Williamson R. Field Guide to Optical Fabrication. SPIE Press, 2011. doi: 10.1117/3.892101
6. Walker D.D., Beaucamp A.T.H., Brooks D., Freeman R., King A., McCavana G., Morton R., Riley D., Simms J. Novel CNC polishing process for control of form and texture on aspheric surfaces. Proceedings of SPIE, 2002, vol. 4767, pp. 99–105. doi: 10.1117/12.451322
7. Jones R.A. Optimization of computer controlled polishing. Applied Optics, 1977, vol. 16, no. 1, pp. 218–224. doi: 10.1364/AO.16.000218
8. Bliedtner J., Gräfe G. Optiktechnologie. Carl Hanser Fachbuchverlag, 2010, 423 p.
9. Karow H. Fabrication Methods for Precision Optics. Wiley, 2004, 768 p.
10. Bronshtein I.G., Vasilev V.N., Livshitc I.L., Iung-Dzhi K., Tai- Iung K., Fil-kho D. Light width wide angle lens. Patent RU80248U1, 2009. (in Russian)
11. Kumanin K. Generation of Optical Surfaces. Focal Library, 1967, 476 p.
12. Namba Y., Shiokawa M., Yu J., Ikawa N. Surface roughness generation mechanism of ultraprecision grinding of optical materials with a cup-type resinoid-bonded diamond wheel. CIRP Annals, 1997, vol. 46, no. 1, pp. 253–256. doi: 10.1016/s0007-8506(07)60819-1
13. Zhang L., Liu W. Precision glass molding: Toward an optimal fabrication of optical lenses. Frontiers of Mechanical Engineering, 2017, vol. 12, no. 1, pp. 3–17. doi: 10.1007/s11465-017-0408-3
|